�� ���ā�Դ��������۴�����ݔ���O(sh��)��S http://www.nbwyjx.com �P(gu��n)�I�~���LͲݔ�͙C(j��) �D(zhu��n)�dՈ(q��ng)ע����
Ƥ��ݔ�͙C(j��)����һ�N�\(y��n)����Ч�ʸߡ���(du��)���ӹ��r�m��(y��ng)�ԏ�(qi��ng)��ݔ���O(sh��)�䣬�ѱ��V���ؑ�(y��ng)����ʳƷ���ջ����ۿڡ��Vɽ��������ИI(y��)������(j��)Ƥ��ݔ�͙C(j��)���\(y��n)�й��r����(y��ng)�õ�����h(hu��n)����߀�з���Ҫ�LͲ��ʹ�É�����(y��n)�ص�Ӱ�ݔ���O(sh��)��������\(y��n)�D(zhu��n)�����a(ch��n)���@�͌�(du��)�LͲ�|(zh��)������ˇ�(y��n)���Ҫ��
1���LͲ�ĽY(ji��)��(g��u)
����(j��)��ݔ�͙C(j��)�е����ò�ͬ���LͲ�֞����(d��ng)�LͲ�c����LͲ������DT��DT��(A)ϵ�нY(ji��)��(g��u)�LͲ�ڬF(xi��n)��Ƥ��ݔ�͙C(j��)�ИI(y��)�Б�(y��ng)�÷dz��V���������c(di��n)�ǹ�ˇ�Ժã����ڼӹ��;S�ޡ�����ͽY(ji��)��(g��u)��D1��ʾ��
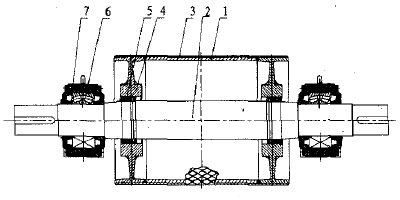
Ͳ�ĽY(ji��)��(g��u)���ψD��ʾ����Ҫ��ͲƤ���S�������ӱP���S���S�С�Û�ȽM�ɡ����У�ͲƤ���ӱP���S�������S�ǙC(j��)�ӹ������S�С�Û�ׄt����ُ�Ę�(bi��o)��(zh��n)����
2���LͲ���|(zh��)��Ҫ��
(1)ͲƤ���|(zh��)��Ҫ��
ͲƤ�IJ���һ����ú����ԺͿ��������^�õ�Q235һA��̼ͨ���.ͲƤ�ɾ���C(j��)����䓰���ɈAͲ��v�Ӷ��ɡ�����ǰ�ь�(du��)��̎��ĥ�Ƀ���ȥ������Ƥ�������ӹ�ˇҎ(gu��)���M(j��n)�к��ӡ�
ͲƤ�v��?q��)��Ӻ��M(j��n)������̎�������κ�ͲƤ��A�ĈA��Ҫ��1Ҏ(gu��)����
��1 ͲƤ�A��Ҫ��
�LͲֱ��
(mm) ��800 >800 �� >1600
>1600
ƫ��
(mm) ��1.5 ��2 ��2��5
���κ�ͲƤ�ɂ�(c��)�ӹ���(n��i)ֹ�ںͺ����¿ڣ���(n��i)ֹ�ڼӹ��鵶�z������]�_(d��)������Ҫ��ֹ�ڵ��z�r(sh��)��(hu��)�l(f��)�F(xi��n)�еIJ�λ�]��܇������ͲƤ������(hu��)Ӱ푙C(j��)е��(qi��ng)�ȣ���(hu��)Ӱ����oƽ�����ܣ�ݔ�͙C(j��)�\(y��n)�Еr(sh��)����(du��)�S�еě_����(hu��)�s���S�е�ʹ�É�����
(2)�ӱP���S�������|(zh��)��Ҫ��
�ӱP���S���������T䓼������Ϟ�ZG230-450��ZG270��500���������|(zh��)��Ҫ��(y��ng)�_(d��)������Ҏ(gu��)����
����Ҫ��λ�����S��Ӱ푏�(qi��ng)�ȵ�ɰ�ۺ͚�ס���Ҫ��λ��ɰ�ۡ���Ŀ���e�����S���^ȱ��������e��5%��������Ȳ����S���^ԓ̎�ں��1/5��ÿ��(g��)�T���ϵ�ȱ�ݲ��ó��^3̎��
�ڲ����S�����L�ȴ���3�����ȵľ���ȱ�ݡ�
�ۆ�(g��)�c(di��n)��ȱ�ݲ��ô��ڦ�6mm��
�܃ɂ�(g��)�����c(di��n)��ȱ�ݵ��g����������^��ȱ�ݳߴ�r(sh��)������(g��)ȱ�ݷ��_Ӌ(j��)�㣻�g��С�������^��ȱ�ݳߴ�r(sh��)���ɂ�(g��)ȱ�ݺϲ�Ӌ(j��)�㣬��ȱ�ݮ�(d��ng)�����Ͳ��ô��ڦ�6mm��
���ܼ���ȱ����e���ô���90mm��ȱ�ݿ���e���ó��^��2��Ҏ(gu��)����
|